我们的<抚顺>【当地】PE燃气管_PE双壁波纹管源厂定制视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:<抚顺>【当地】PE燃气管_PE双壁波纹管源厂定制的图文介绍


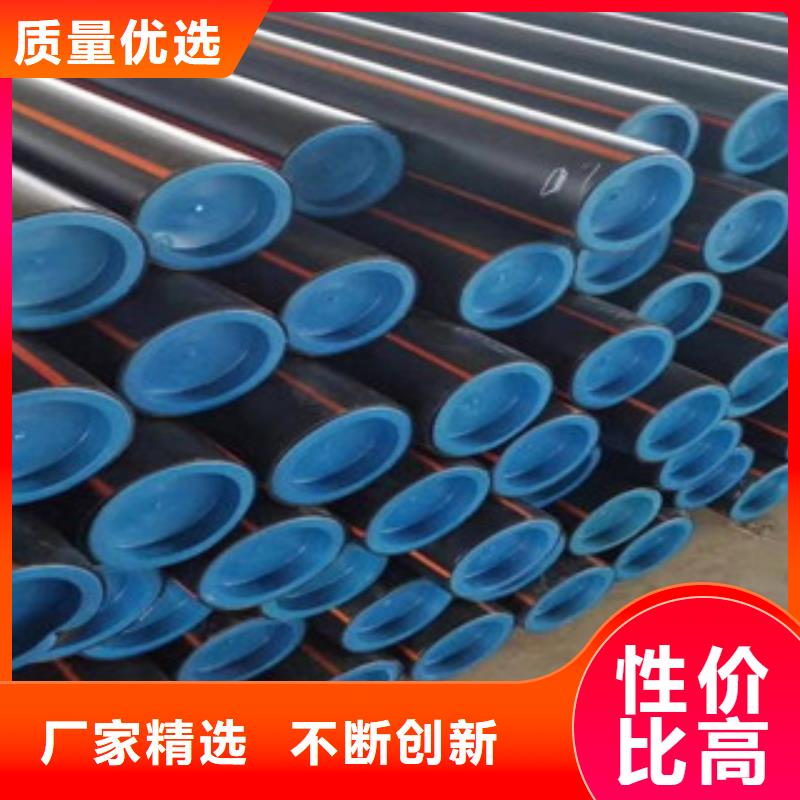
PE80于20世纪60年代出现,具有长期静液压强度和抗开残裂能力的中密度聚乙烯管材材料。PE100于20世纪80年代出现,在20℃年件下,在50年后仍能保持10MPa最小要求强度MRS,且有优异的抵抗和慢速开裂裂纹增长的能力,主要优越性能有:(1)更强的耐压力。对于天然气管,增加压力和缩小管径可同时选择,总成本将降低;(2)更薄的管壁。在通常的操作压力下,使用PE100,管壁可大大变薄;(3)更高的安全性。PE80有良好的可扰性,便于盘卷和压扁阻力,在中小口径上广泛应用;PE100级多用在DN150以上。聚乙烯管材可以露天使用,但对管材产生使用的原料有要求,要求有良好的耐候性。
一般应选用碳黑含量在2.5%左右的聚乙烯管材专用料,而不含炭黑含量很低只起着色作用的聚乙烯管材要避免在阳光下曝晒。HDPE燃气管材与不同壁厚的管材(或管件)如果直接热熔对接,由于热熔对接,由于热板的加热温度相同,而管材与管材(或管件)热熔区的截面积不一样,而施加的熔接压力相同,这样不能保证两者之间的粘合效果,影响对接质量。一个管道系统是内压、生产管材时冻结的应力、安装时的应力、土壤和交通负荷等力的综合体。应力的作用会使管材形成裂纹,一旦裂纹已经形成,它的发展将取决于主导应力(驱动力)和材料的抵抗应力增长的能力。柔性热塑性的优越性在于具有松驰或重新分配这些应力的能力。归根到底,较高的抵抗慢速裂纹增长的能力意味着对压力管道安装的安全程度较高。
大力支持农业发展,但随着环境的污染和恶化,农田的灌溉是一个很大的问题,而其所用的管道也是重要因素。之前所采用的往往是PVC等管材,但此类管材抗压能力差,易破损和爆裂。但是随着PE管材的推广和使用,如今农业灌溉、滴灌、喷灌等行业采用PE管材和管件的越来越广泛。下面笔者介绍一下农田灌溉PE管材的优点。农田输水专用pe管材内壁光滑,流体阻力小,不生锈。对水质要求不严格,不积圬,管材耐低温性好,使用温度范围较宽,在-20℃~40℃环境下均可正常使用。良好的耐磨性。做为可移动的支管时,在地上拖拉不会影响管材的使用寿命,加入特殊助剂,防止老鼠等啮齿动物对埋地管材的损坏。PE管材性能稳定,卫生性能好,不影响水质,不会因此而影响农作物的无毒、无公害,具有优异的抗老化性能,长期光照或埋地均可保证其使用性能。



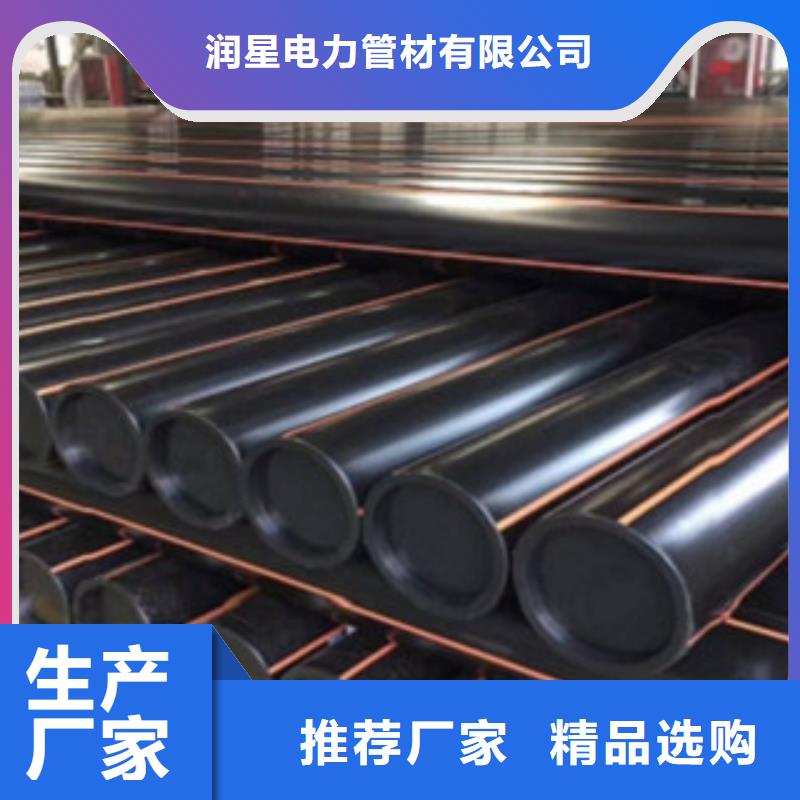
润星电力管材有限公司生产的 地埋穿线电缆保护管、应用领域:石油、化工、钢铁、燃气输配、冶金、电力、医疗、环保、商务等众多行业,为客户提供优质的 地埋穿线电缆保护管、产品是我们不懈的追求。


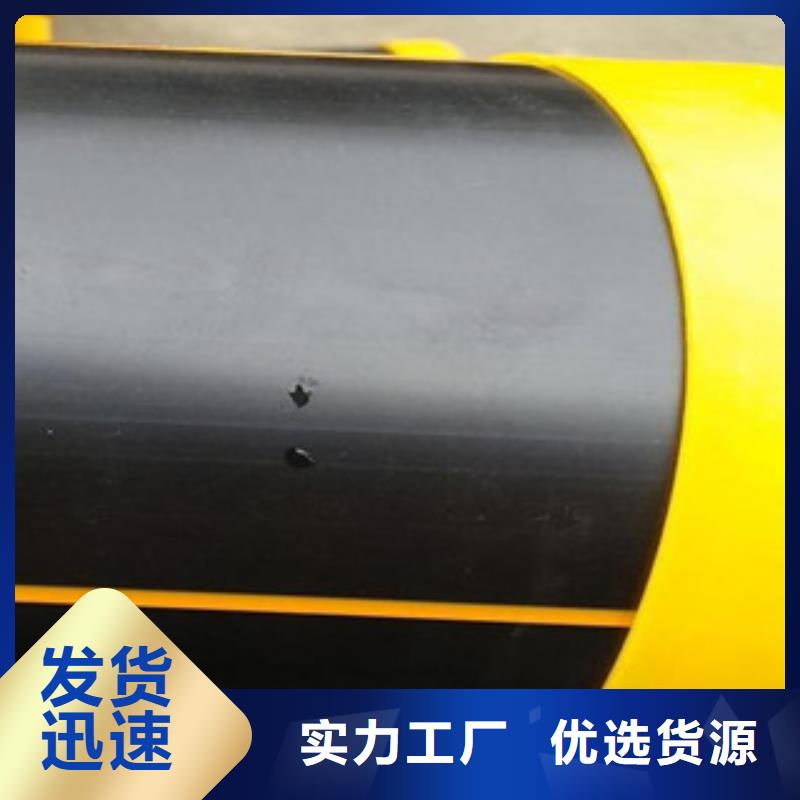
试压完毕紧接着就要回填,未试压的焊口要预留出来。PE燃气管沟回填,注意不要把大的石头杂物回填。容易引起PE燃气管破坏的几种方式的问题。绿化市政工程队PE燃气管的破坏。温度对PE燃气管的影响,在遇到高温时PE燃气管容易破坏。施工过程中外界环境对PE燃气管的影响。PE燃气管在农村的铺设也会成为一个必然,PE燃气管在性价比上还是要强于钢管的,但也存在着自身的不足。PE燃气管设计是否合理,基本就是管材能否正确选择,压力计算是否得当的问题。设计也是引发PE燃气管泄露的首要原因。施工问题,也就是PE燃气管材管件能否正确选择,管材管件焊接是否牢靠的问题。人为破坏的问题,也就是对地下PE燃气管网不熟悉还进行盲目开挖盲目施工的问题。
长期损耗的问题,PE燃气管都是有寿命的,过了年限不及时更换的问题。PE燃气管突发泄露的抢修办法及方案。PE燃气管马鞍修补法,这种办法只适用于PE燃气管有划痕或有小孔泄露不严重的时候。PE燃气管带气换管法,这种办法适用于110及以下的口径,采用夹扁断气进行局部换管的方法。PE燃气管封堵装置带气换管法,适用于大于110口径的PE燃气管进行抢修换管或末端带气换管。试压PE燃气管道连接,管线上设有球阀的在球阀处设成连接点,试压的管线距离不宜超过500米。PE燃气管吹扫,介质用压缩空气,温度不得超过40度。PE燃气管强度试验,通入压缩空气,缓慢升压,压力达到设计压力的1.5倍,检查是否漏气,稳压一个小时。
无压差视为合格。PE燃气管严密性试验,强度试验合格后,压力降为设计压力的1.15倍,保压24小时,每小时记录一次。PE燃气管电熔连接的规定与方法。PE燃气管连洁端应切割平整,PE燃气管电熔连接的焊接接头应进行外观检验。PE燃气管在施工过程中电熔焊接时不可或缺的一种连接方法。PE燃气管焊口不应有熔融材料从PE燃气管件内流出。PE燃气管电熔焊接完成后,观察孔一定要达到生产厂家的要求。PE燃气管焊口符合电熔连接中的外观规定。PE燃气管的施工标准与规范。在PE燃气管的使用过程中,管道铺设的质量是影响PE燃气管寿命的主要因素。PE燃气管的铺设更为重要,能按照正常的施工标准与施工规范来进行铺设才可以发挥PE燃气管的优越性能。
PE燃气管施工前的准备工作,最重要的是要观察好图纸验收好PE燃气管材管件。严格按照图纸来进行开挖PE燃气管沟。保证PE燃气管沟底部的平整。PE燃气管沟内PE燃气管的敷设。PE燃气管的连接与装配工作。PE燃气管的试压,遵循1.5倍的原则。采用无杂物的细沙或沙土来进行PE燃气管沟回填夯实。PE燃气管越来越多的代替钢管应用到了天然气的传输工程中,起着不可替代的作用。PE燃气管的沟槽回填时一定要夯实。正确使用PE燃气管热熔焊接机和电熔焊接机,严格按照操作规程来施工。PE燃气管的强度没钢管强,在回填的时候一定要注意不能有砖头瓦块之类的杂物,下管时和回填时都要铺一层细沙。PE燃气管的安装普遍存在使用不合格的PE燃气管。



PE管的法兰连接,将相同压力等级的活套钢法兰片套在管道上,塑料法兰头和管材的连接可采用电熔连接和热熔连接。连接管材长度应精确,当紧固螺栓时,不应使管道产生轴向拉力,校直两对应的连接件,使连接的两片钢法兰片垂直于管道轴线,表面相互平行。PE管道接口处密封圈,采用耐热、无毒、耐老化的弹性垫圈,应使用相同规格的螺栓,安装方向一致。螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,法兰连接部位应设置支、吊架。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全清除,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边最小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。





 扫一扫
扫一扫