


 扫一扫
扫一扫


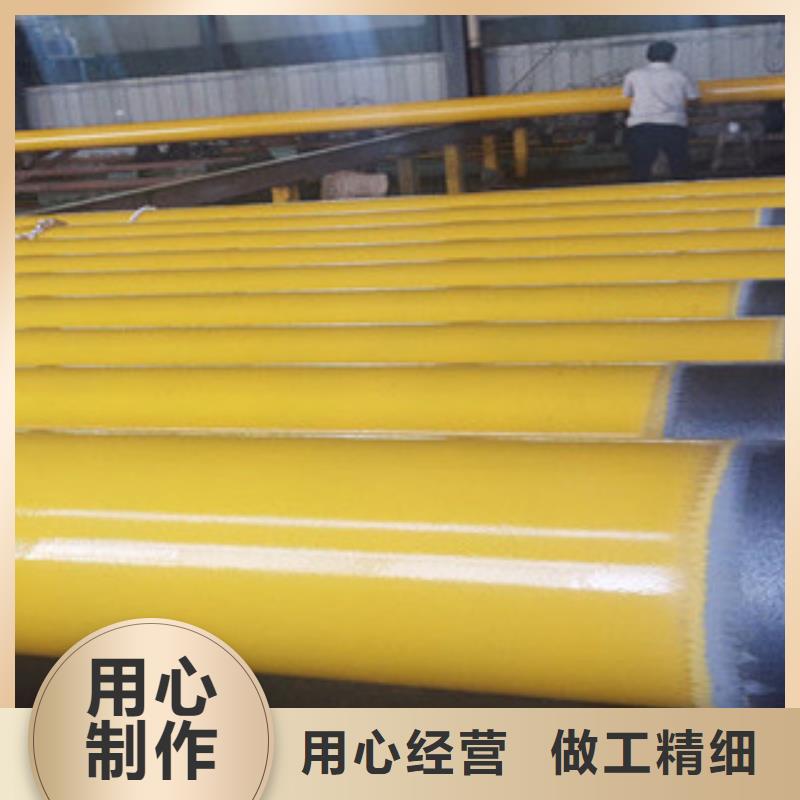
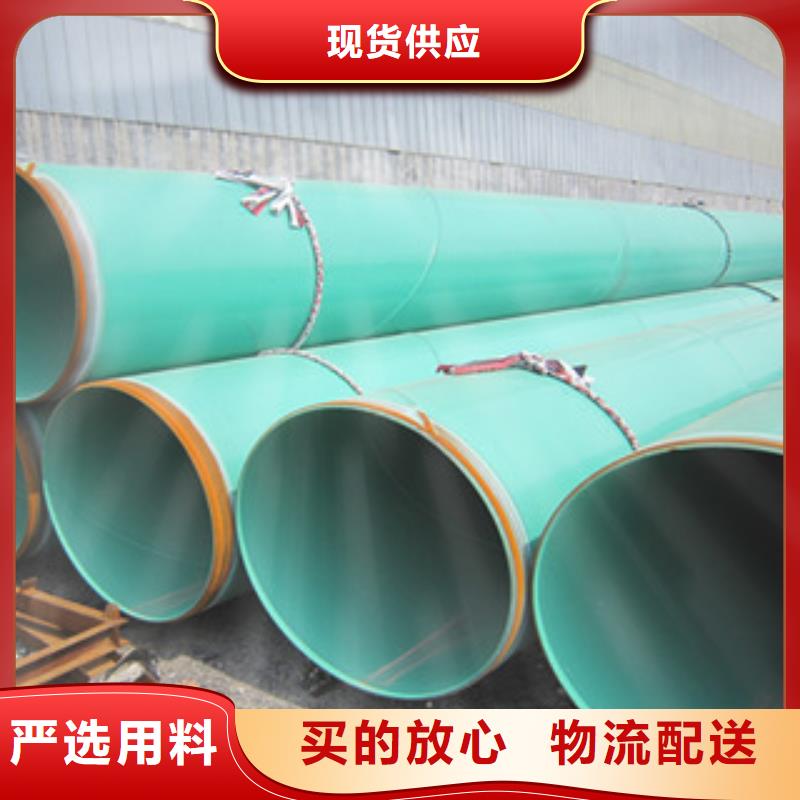
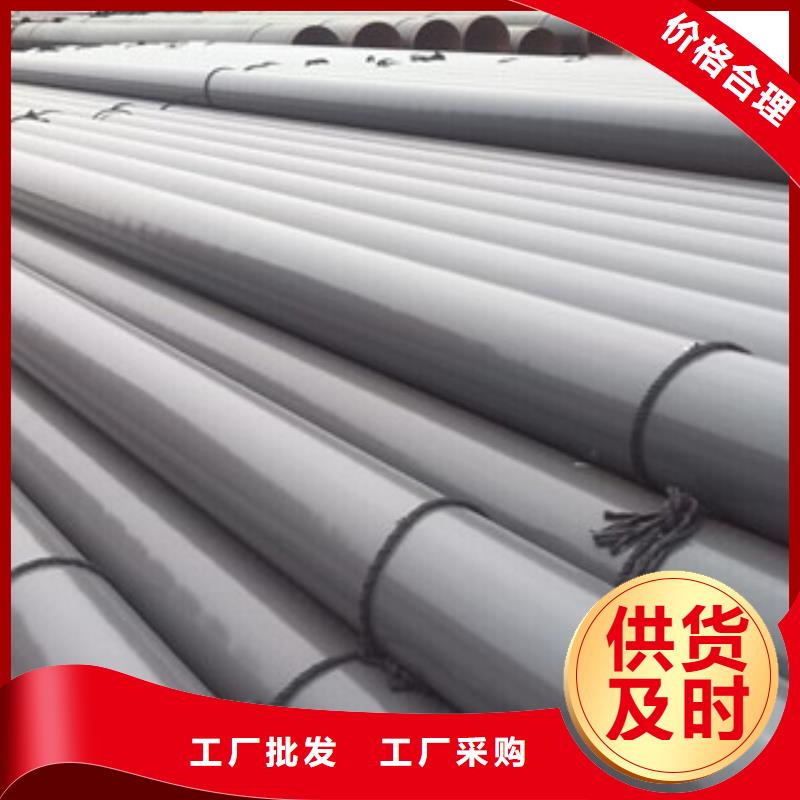
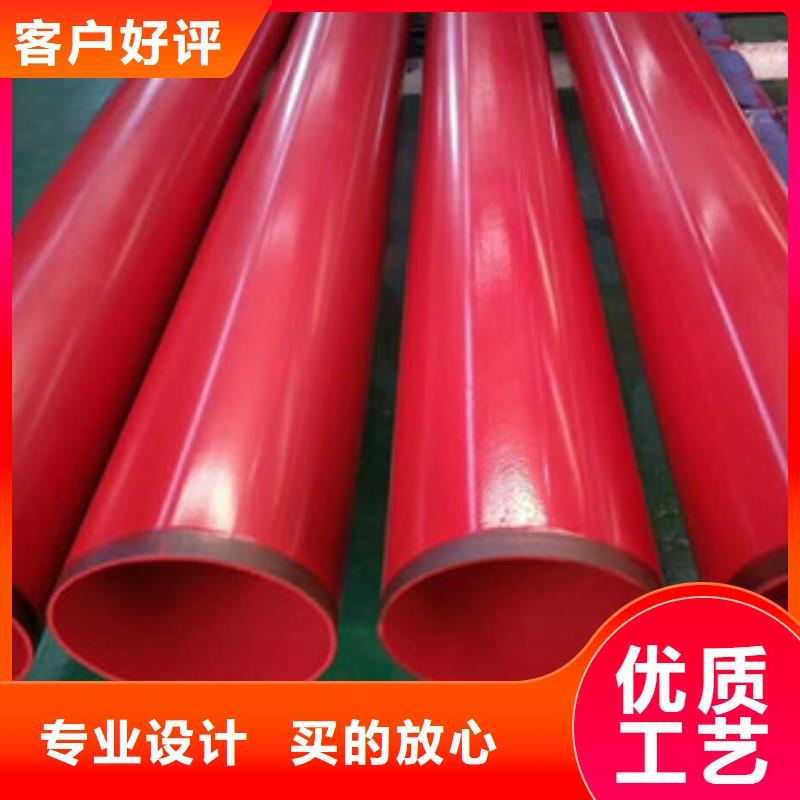
大口径螺旋钢管制造步骤总结(1)原材料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)大口径螺旋钢管带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,表面整理运送和予弯边处理。
(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了100%的螺旋焊缝的无损检测覆盖率。若有缺点。






兴昊管道有限公司是一家集 凉山内外涂塑复合钢管、研发、生产、销售、售后于一体的综合性企业。公司全体成员严格奉行“系统管理,质量保障,交货快捷,客户满意”的宗旨, 竭诚为广大新老客户服务,邀您共创辉煌!
技术支持:k797.com